O druku 3D mówi się coraz częściej i każdy może sobie pozwolić na zakup takiej mini drukareczki już za kilkaset złotych od chińskich przyjaciół. Proces tworzenia wyrobów na takiej drukarce polega na nakładaniu kolejnych warstw materiału. Oczywiście po wcześniejszym zamodelowaniu pożądanego obiektu w programie do modelowania 3D i utworzeniu pliku .stl, czyli G-codu do sterownika takiej drukarki. Ale wydruk na takiej drukarce to tylko jedna z metod przyrostowych.
Zdjęcie własne
Metody przyrostowe (metody addytywne) polegają na nakładaniu materiału budulcowego w postaci płaskich warstw, utwardzaniu cieczy (żywicy) lub spiekaniu proszków. Nanoszone na siebie kolejne warstwy tworzą przestrzenny obiekt. Tradycyjne metody przyrostowe używane były od stuleci, np. murowanie ścian z warstw cegieł i zaprawy. Współczesne metody przyrostowe skupiają się na stworzeniu przestrzennego modelu na podstawie modelu 3D CAD pociętego na warstwy.
Do najpopularniejszych metod przyrostowych należą:
• SLA (Stereolitography),
• LOM (Laminated Object Manufacturing),
• SLS (Selective Laser Sintering),
• SLM (Selective Laser Melting),
• FDM (Fused Deposition Modeling),
• JM (Jetting Modeling),
• 3DP (Three-Dimensional Printing).
FDM
FDM (metoda, której używa się w popularnych chińskich drukarkach) polega na warstwowym budowaniu modelu z termoplastycznego polimeru, który jest wytłaczany z podgrzewanej głowicy zwanej też hotendem. Materiał jest doprowadzany w postaci żyłki rozwijanej ze szpuli. Do podgrzewanej dyszy materiał doprowadza ekstruder zbudowany z rolek, dzięki któremu możemy regulować lub przerywać podawanie. Z rozgrzanej dyszy materiał jest nakładanych warstwowo w postaci cienkich włókien na platformę roboczą. Model przed wydrukiem powinien być przygotowany w dowolnym środowisku CAD i zapisany w formacie STL. Należy również przeprowadzić analizę poprawności pliku STL, bo błędy geometrii siatki trójkątów mogą być przyczyną błędów w drukowanym modelu. Zaletami tej metody są nieskomplikowana budowa maszyn, cicha ich praca, wielokolorowa paleta barw oraz szeroka gama wytrzymałych materiałów (PLA – tani, biodegradowalny, z niskim skurczem; ABS – powstaje z ropy naftowej, do druku w zamkniętych komorach przez wysoki skurcz; PETG – do produkcji opakowań spożywczych). Do wad możemy zaliczyć brak możliwości użycia różnych rodzajów materiałów w ramach jednego procesu, efekt schodkowania na pochyłych ściankach i trudność usunięcia podpór z wąskich szczelin przedmiotu drukowanego.
SLA
SLA jest to najstarsza metoda RP, która polega na utwardzaniu żywicy światłem lasera UV. Pod wpływem światła laserowego dochodzi do polimeryzacji, a moment utwardzenia jest nazywany punktem żelowania. Technika ta zapewnia wysoką precyzję względem modelu CAD i dobrą jakość powierzchni. Dzięki tej metodzie można tworzyć elementy o skomplikowanej budowie wewnętrznej i zewnętrznej, czego nie da się osiągnąć zwykłą obróbką skrawaniem. Zaletą jest również przezroczystość przy zastosowaniu odpowiedniej żywicy, dzięki czemu możemy badać współpracę elementów, np. kół przekładni. Wadą tej metody jest jej kosztowność, czas wykonania modelu oraz ograniczone pole robocze. Do wad możemy również zaliczyć wrażliwość na podwyższoną temperaturę.

LOM
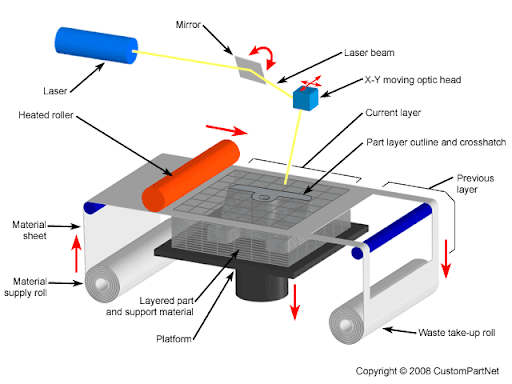
LOM polega na wykonywaniu laminowanych obiektów z warstw odpowiednio nacinanej folii lub papieru. Model jest budowany z kolejno nakładanych na siebie warstw folii lub papieru, które są następnie łączone przez laminowanie. W każdym z arkuszy jest nacinany kontur, który odpowiada przekrojowi poprzecznemu danej warstwy elementu. Oprócz konturu tworzone są dodatkowe nacięcia, aby ułatwić usuwanie zbędnego materiału. Do nacinania używana jest wiązka lasera lub ostrze noża. Zaletą tej metody jest niski koszt, krótki czas produkcji, brak konieczności obróbki wykańczającej oraz łatwość klejenia małych modeli w większą całość. Do wad trzeba zaliczyć małą dokładność względem modelu CAD, dużą ilość odpadu oraz problemy z wyjęciem elementów podporowych ze szczelin i głębokich otworów.
SLS i SLM
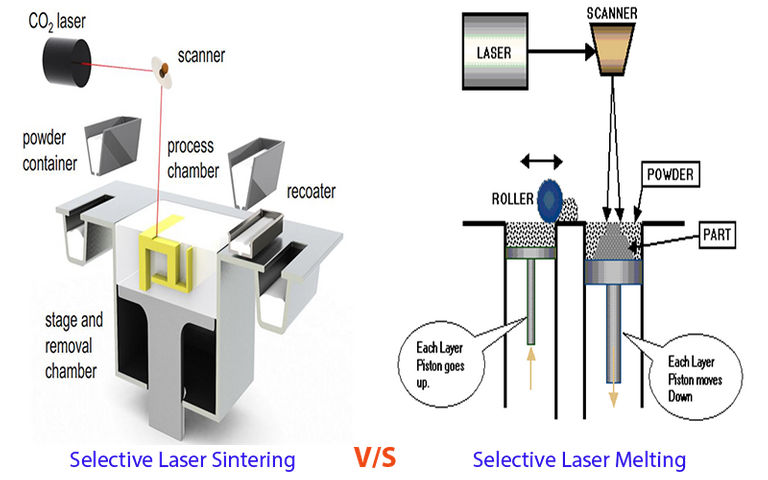
SLS to selektywne spiekanie laserowe proszków różnych metali. Drobinki proszków są łączone poprzez nadtapianie, a nie całkowite ich topienie. W tej metodzie bardzo często potrzebna jest obróbka wykańczająca, jaką jest infiltracja. Proces ten pomaga wypełnić pustki między drobinami proszku. Proszek jest nanoszony i rozprowadzany w komorze roboczej, następnie nadtapiany laserem i dno komory roboczej obniża się o warstwę. Cykl jest powtarzany aż do otrzymania gotowego wydruku.
SLM to selektywne stapianie laserowe sproszkowanych materiałów. W odróżnieniu od SLS materiały sproszkowane są w pełni przetapiane przez wiązkę lasera. Dzięki pełnemu przetopieniu nie potrzeba infiltracji gotowego wyrobu, ponieważ nie posiada on porów (pustek w materiale). Proces nanoszenia proszku jest bardzo podobny do metody 3DP, czyli proszek jest nanoszony i wyrównywany walcem, następnie laserem jest topiony wybrany obszar w naniesione warstwie i komora robocza obniża się o grubość warstwy. Proces jest cykliczny. Dzięki budowie elementu w komorze z proszkiem nie trzeba stosować dodatkowych podpór.
JM
JM jest zwane modelowaniem strumieniowym i polega na warstwowym natryskiwaniu ciekłego polimeru, a następnie jego utwardzaniu. Jeżeli materiałem używanym do druku jest fotopolimer, jego utwardzanie następuje pod wpływem światła UV emitowanego przez lampę zintegrowaną z głowicą drukującą. Do druku można użyć również wosku lub polimerów o właściwościach podobnych do wosku. Wtedy ich utwardzanie następuje pod wpływem zastygania po wydruku warstwy. Zaletami tej metody są duża dokładność odwzorowania modelu CAD, wykonywanie modeli o wysokim stopniu złożoności oraz możliwość budowy cienkich ścianek. Do najistotniejszych wad należą toksyczne właściwości żywicy przed utwardzeniem oraz wrażliwość zbudowanych obiektów na temperaturę.
3DP
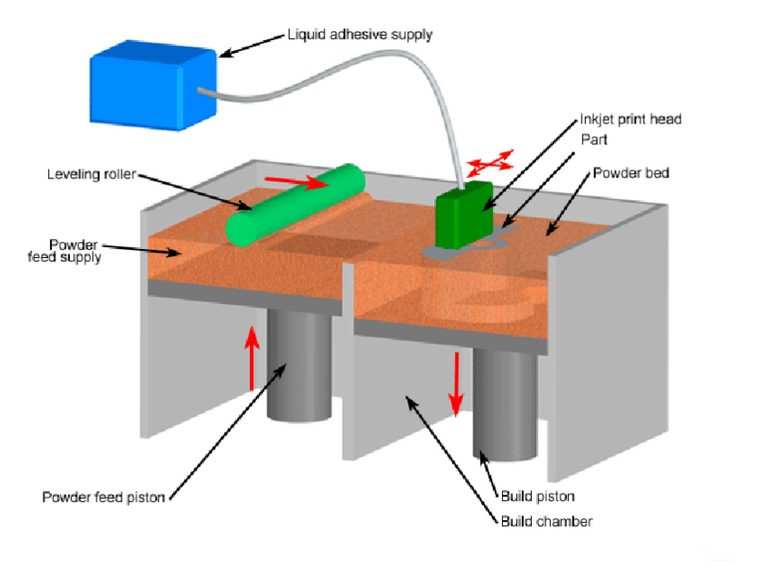
3DP jest to metoda proszkowego drukowania trójwymiarowego, w której granulki proszku są łączone za pomocą nanoszonego warstwowo spoiwa (kleju). Drukowanie rozpoczyna się od naniesienia odpowiedniej ilości proszku ze zbiorniczka uzupełaniającego, a następnie rozprowadzeniu go za pomocą walca. Na tak przygotowaną warstwę nanoszone są lepiszcze zgodnie z założonym przekrojem poprzecznym bryły. Spoiwo wiąże sproszkowany materiał, platforma robocza obniża się o grubość warstwy i cykl jest powtarzany aż do ukończenia modelu. Proszek niezwiązany spoiwem służy jako podpora i jest usuwany dopiero po ukończeniu wydruku. Gotowy model jest infiltrowany, czyli nasączany substancjami powodującymi zwiększenie jego wytrzymałości mechanicznej oraz elastyczności. Materiałami do druku w tej metodzie są proszki ceramiczne, proszki metali i kompozytowe (metalowo-ceramiczne). Największą zaletą tej metody jest szybkie tworzenie modeli o skomplikowanych kształtach. Do zalet można również zaliczyć brak potrzeby budowania dodatkowych struktur podpierających oraz możliwość ponownego wykorzystania niezwiązanego proszku. Do wad można zaliczyć kruchość modelu przed infiltracją, co utrudnia wyciągnięcie modelu z drukarki oraz pracochłonność przy przygotowaniu maszyny do pracy oraz przy oczyszczaniu elementu z niezestalonego proszku.
Techniki przyrostowe są wykorzystywane do RP (Rapid Prototyping), czyli szybkiego wykonywania prototypów. Takie prototypy mają zastosowanie w celu sprawdzenia dopasowania poszczególnych części do siebie, możliwości montażu i demontażu oraz w analizie działania mechanizmów. Wykonywanie prototypów o skomplikowanych kształtach w metodach przyrostowych jest szybsze, lecz stosowane tylko w produkcji jednostkowej i małoseryjnej. Jeżeli liczba elementów do wykonania rośnie do kilkudziesięciu uzasadnionym jest wykonanie form silikonowych do odlewów. Nie mniej jednak rewolucja druku 3D jest bardzo znacząca dla rynku i ma duży potencjał do rozwoju.
@tipu curate
Upvoted 👌 (Mana: 10/20) Liquid rewards.